GCI TECH NOTES ©
Process Compatible SO2 Control In Cement Kilns
by
David Gossman
Introduction
On September 9, 2010, the US EPA finalized new emission control regulations that include new NSPS regulations on NOX and SO2 for all cement kilns that began construction, reconstruction or modification after June 16, 2008. Since any recently built plant will be a modern preheater/precalciner cement kiln, this article focuses on this cement manufacturing technology, although much of the discussion can also be applied to preheater cement kilns. EPA and some emission control companies attempt to apply end-of-pipe emission controls from the power industry to cement kilns. This approach almost always results in the transfer of a pollutant from one media to another; an air emission pollutant can become a wastewater treatment problem and/or a new waste for the landfill. An alternative approach is to look at emission control technologies that can be integrated into the cement manufacturing process that do not create more waste, but instead more product and a smoother operating cement production process.
Conventional Control Technologies in Other Industries
The engineering and manufacturing firm Babcock and Wilcox present a traditional approach to SO2 control from cement kilns by identifying end-of-pipe technologies used in the power industry 1 :
-
Wet Flue Gas Desulfurization (FGD)
-
Spray Dry Absorbing (SDA)
-
Circulating Dry Scrubbers (CDS)
They even erroneously suggest that SDA and CDS would have to be added after the primary particulate emission control system on a cement kiln. Nothing could more clearly demonstrate the lack of understanding of the cement manufacturing process and the need to develop a more integrated approach to emissions controls. A much better review can be found in the Portland Cement Association R&D Serial No. 2460 “Formation and Techniques for Control of Sulfur Dioxide and Other Sulfur Compounds in Portland Cement Kiln Systems 2 .” A close reading of this report is recommended to anyone who needs more detail on the issue of sulfur control in cement kilns. In this paper we will supplement the PCA report by advancing the look at process compatible control technologies. Cement International also recently provided an excellent review of the chemistry inside a cement kiln for those looking for further details 3 .
The Chemistry and Flow of Sulfur in a Cement Kiln
Sulfur oxides, mainly SO2, are generated both from the sulfur compounds in the raw materials and from sulfur in fuels used to fire a preheater/precalciner kiln system. The sulfur content of the raw materials and fuels in a typical cement plant is expected to vary over time. SO2 is both liberated and absorbed throughout the pyroprocessing system, starting at the raw mill, continuing through the preheating/precalcining and burning zones, and ending with clinker production according to the reactions listed in Table 12.
TABLE 1. SO2 REACTION PROCESSES
|
Process |
SO2 Formation |
SO2 Absorption |
|
Raw mill |
Sulfides + O2 → Oxides + SO 2 Organic S + O2 → SO 2 |
CaCO3 + SO 2 → CaSO3 + CO2 |
|
Preheating zone |
Sulfides + O2 → Oxides + SO 2 Organic S + O2 → SO 2 |
CaCO3 + SO 2 → CaSO3 + CO2 |
|
Calcining zone |
Fuel S + O2 → SO 2 CaSO4 + C → CaO + SO 2 + CO |
CaO + SO2 → CaSO 3 CaSO3 + ½ O 2 → CaSO4 |
|
Burning zone |
Fuel S + O2 → SO 2 Sulfates → Oxides + SO2 + ½ O 2 |
NaO + SO2 + ½ O 2 → NaSO4 K2O + SO2 + ½ O2 → K 2SO4 CaO + SO2 + ½ O 2 → CaSO4 |
The raw mill and preheater/precalciner use kiln exhaust gases to dry, heat and calcine the raw feed before it enters the kiln. The counter flow of raw materials and exhaust gases in the raw mill and preheater act as an inherent semi-dry
(raw mill) and dry scrubber (preheater) to control SO2 emissions. Some SO2 may also be dry scrubbed in the baghouse particulate control system. Created CaSO3
and CaSO4 either pass directly with the raw materials to the burning zone or are collected by the main baghouse and recirculated back into the raw material feed system. Depending
on the process, and the source and concentration of sulfur, SO2 absorption in preheater/precalciner kiln systems has been estimated to range from approximately 70 percent to more
than 95 percent.
Figure 1 provides a simplified schematic of the sulfur flow in and out of a preheater/precalciner cement kiln. In a properly operated cement kiln system with a reasonable alkali balance, sulfur from fuel exits in the clinker. Sulfur in raw materials is split, some exiting with clinker and the rest in stack emissions.
Figure 1. Simplified Sulfur Flow in Preheater/Precalciner Cement Kiln
Objective of “Process Compatible” Control Technology in Cement Manufacturing
There are three important objectives that any process compatible emissions control technology must meet to function in the cement manufacturing process. First the control technology must succeed at controlling the pollutant of intent, preferably at control levels that are in the same range as traditional end-of-pipe technologies. Second, the emissions control technology must not create another pollution problem. Systems that require wastewater treatment or land disposal reduce emissions at a cost to another portion of the environment. Likewise, decreasing one pollutant, for example NOx, at the cost of increasing another, condensable particulate, can not be considered viable and certainly not process compatible. Finally, the emission control technology can not negatively impact the cement product or process.
Is this too much to ask? Certainly not! Any cement executive, plant manager or environmental manager should not accept anything less, from an equipment supplier or from EPA “suggestions” in the preamble to an EPA proposal regulation.
Process Compatible Control Technologies for SO2
The previously mentioned PCA report provides a number of process compatible control technologies for SO2 emissions from cement kilns. Dry reagent injection of quicklime or hydrated lime into the duct between the two upper cyclones in the preheater tower can result in SO2 reduction of 50-70%. Calcium hydroxide has also been injected at various points with similar control efficiency results. Polysius has a process similar to that described before called “Polydesox” for which they claim control efficiencies as high as 85% removal. FLS has a patented “DeSOx Cyclone” system that uses hot meal injection and claims 25-30% SO2 removal efficiency. One cement plant uses a hydrated lime spray dryer absorber to control SO2 emissions. As a process compatible application this system returns all effluent to the raw mill to avoid any waste disposal issues. EnvironCare claims a 90% control efficiency using a water suspension of micro fine calcium hydroxide injected into the gas conditioning tower.
The concern, then, in all of these technologies is that all captured solids are fed back into the kiln system at some point in the process to “force” sulfur into cement clinker. It is important to understand that any of these options can have the initial appearance of very high control efficiencies which then drop over time as higher recirculating loads of sulfur shift the equilibrium inside the kiln system and, at times, create process control and operating problems in the kiln system.
Ultimate SO2 Control in Cement Kilns – Circulating Fluidized Bed Absorber
The one flaw in the previously discussed process compatible SO2 emission control technologies is the lack of a “bleed” or “valve” on the system to prevent the build-up of sulfur in the system due to recirculation of the material. Such system bleeds have been used for chloride, mercury and other metals but can also play a critical role in SO2 emission controls, especially in conjunction with the aforementioned process compatible control technologies. The appropriate location and amount of bleed will vary from kiln to kiln, but one “disposition” of the bleed materials is the finish mill which eliminates waste disposal and improves kiln operation by reducing a host of materials that can build up inside the kiln system.
One technology not mentioned in the PCA report but discussed in the Babcock and Wilcox paper is circulating dry scrubbers. EPA refers to this technology as a circulating fluidized bed absorber (CFBA). The PCA report did not mention this technology probably because of its newness and lack of exposure in the cement industry. FLS has their own version of this technology which they call a gas suspension absorber (GSA) 4 .
A CFBA system installed in advance of the primary particulate control baghouse in a cement kiln system (in contrast with the Babcock and Wilcox approach) coupled with a continues bleed of dust from the baghouse to the finish mill should provide an unprecedented control of SO2 as well as other selected pollutants. Because a CFBA uses the dust from the kiln as the primary recirculating sorbent, it acts very much like an in-line raw mill, which has been known for years to help control emissions from preheater/precalciner kilns. In-line raw mills, however, are typically shut down about once a week for maintenance. Assuming a bleed has not been put in place, this results in a “flushing” that can increase emission of some pollutants by one to two orders of magnitude while the raw mill is down. The CFBA has no such “down time” and can be adjusted via additional fresh sorbent (usually hydrated lime) to provide additional control during raw mill maintenance periods.
Figure 2 provides a schematic of how a CFBA and bleed would be integrated into a preheater/precalciner cement kiln system.
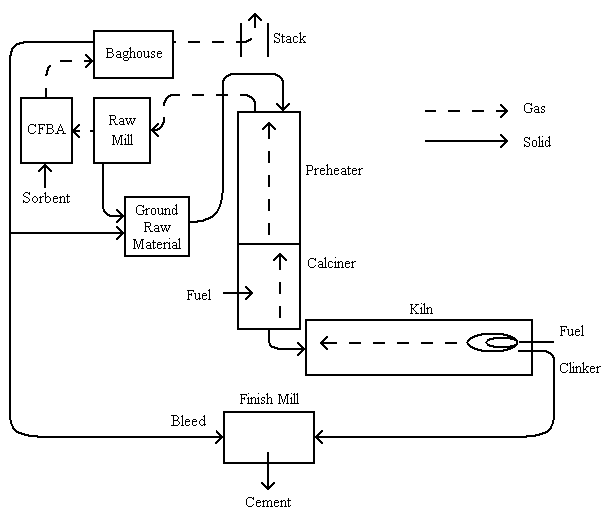
Figure 2. Optimized Sulfur Control Flow in Preheater/Precalciner Cement Kiln
SO2 reacts with lime in the CFBA and is captured in the baghouse as calcium sulfate. Bleeding this material to the finish mill will reduce the amount of gypsum which needs to be added to the cement in the finish mill. Coupling an appropriate bleed with a CFBA may be the ultimate process compatible SO2 control emission technology that will actually improve kiln operations and also control other emissions.
1 P. J. Williams, Pollution Control Technology for the Cement Industry,” The Caribbean Cement Producers Association (APCAC), Montego Bay, Jamaica, September 6-8, 2010, BR-1846
2 F. M. Miller, G. L. Young, and M. von Seebach, “Formation and Techniques for Control of Sulfur Dioxide and Other Sulfur Compounds in Portland Cement Kiln Systems,” Skokie, Illinois, 2001, PCA R&D Serial No. 2460
3 Dr. rer. Nat. M. Enders, Holcim Group Support Lid. Holderbank, Dipl. –Ing. U. Haeseli, Holcim (Schweiz) A. Würenlingen, Switzerland, “Reactions of Alkalis, Chlorine and Sulfur During Clinker Production,” Cement International, No. 3/2011, pg. 38.
4 Gas Suspension Absorber FLSmidth