GCI TECH NOTES ©
Comments on Proposed HWC Regulations for Hazardous Waste Combustors
Introduction
In Section VIII D of the Proposed Standards for Hazardous Air Pollutants of Hazardous Waste Combustors (Phase I Final Replacement Standards and Phase II), the EPA is proposing the new standards to limit emissions of semi-volatile metals (SVM). Section VIII E then proposes the new standards to limit emissions of low-volatile metals (LVM). See Federal Register for Tuesday, April 20, 2004, page 21248. These two sections propose to limit SVM and LVM input rates tied to the heat content of the hazardous waste fuel.
Up to this point the EPA has in BIF and the HWC regulations focused on the direct measurement of emissions and a limit on the input of a metal. System removal efficiencies (SRE) were data points not control points. This change in focus changes the importance of the SRE, how it is defined, how it is determined and its appropriateness for the use EPA intends for it, also the appropriateness of the use of heat content in setting the standard. None of this is established in the proposed regulation. That is the subject of GCI’s comments. We support the use of SREs in the regulations but only if critical technical issues are scientifically addressed.
The Definition of SRE
A System Removal Efficiency (SRE) is the percent of trace metals that enter the system that are captured as product or as waste that is not emitted. Generally, it is calculated by the following formula:
(1-(mass emitted/mass input)) x 100 for each targeted metal.
This is the percentage of a compound that is retained, or not emitted from the stack, and is typically a value very, very close to 1. For SVM and LVM the sum of the individual metals emitted is divided by the sum of the individual metal inputs. This appears all very simple if we discount analytical considerations.
Analytical Considerations
Every analysis has a range of accuracy. The analytical method and the execution of this method impact the accuracy of the analysis. However, even under the best of circumstances the accuracy of trace metals analysis is + 25%. What is not mentioned very much is the difficulty that the matrix of the sample can impose on the execution of the analytical method selected. Cement kilns have very difficult matrices to analyze. The raw feed is made up of limestone, shale and/or clay, sand and some source of iron. The stack emissions are composed of these materials plus the clinkered result called cement.
The trace metals are bound into this mass, crystallized into the alumina, silica, calcite, iron compounds, etc. that make up the raw materials and emitted dust. There are various analytical methods used
to “access” the trace metals; acid digestions using a number of different acids and digestion methods, determination via x-ray, in the future perhaps laser ablation.
The point here is that the SREs the EPA used in their proposed regulations were not performed to conform to a particular standard method nor has EPA proposed a standard method for future testing. EPA has a long history of avoiding or providing conflicting requirements relative to the issue of determining trace total metals in samples.
The digestion methods used to determine metals input have not been of great interest to the EPA previously. Some kilns have gone to great lengths to determine a trace metals mass balance with sufficient accuracy to back up their SRE values. This has required considerable effort and expense. But many kilns have not made this effort. Consequently, many of the SREs the EPA used as background data for this proposed regulation, if subjected to a rigorous QA/QC, would be found wanting. Specifically, the trace metals mass input is probably higher than has been reported. This means that many of the reported numerical values for SREs utilized by the EPA in their decision making process are higher than the true system removal efficiency. It also means that the kilns using these inaccurate methods could be in for a rude awakening.
Since SRE is proposed to be a control point, rather than an interesting bit of data, the EPA must specify QA/QC requirements for an analytical method and a sample collection procedure as well as a specified calculation formula. This means that even if the analytical method chosen by the EPA is the same one utilized by a particular kiln, the calculation formula may be different or their sample collection method may not have conformed to the requirements. In either event, the SRE an individual kiln is utilizing may not be the one EPA would utilize. At this point, the kilns don’t know if they are out of compliance or not, or if the future may see them with recalculated SREs that so restricts their metals input as to put them out of business.
Errors in SRE metal emission and fuel rate determinations can occur in a variety of ways including the following:
·
ICP (vs. ICP-MS) has numerous spectral interferences that tend to produce false high results in complex matrices. Current QA/QC requirements do not adequately address this issue.
·
The stack sampling methods for metals and dioxins are inherently limited and proposed emission limits may be lower than levels that can be quantified with these techniques. (See attached paper by
Rigo and Chandler to be considered an inherent part of these comments requiring appropriate response by EPA).
·
Digestion methods used are in many cases inadequate to fully dissolute and determine true total metals.
·
Feedrate determinations for non-hazardous streams may have unknown levels of errors.
·
The use of nondetect data has no consistent format or guidance in determining metal feedrates, emission rates or SREs.
·
The fact that many combustion systems do not inherently operate at points of equilibrium has been inadequately addressed in these determinations.
Also there is an underlying issue that must be addressed as well. The MACT rule is a technologically based rule, that is, it is predicated on requiring the industry as a group to attain the levels
of emissions of the best 12% of the industry. Many cement manufacturers using hazardous waste fuel have seen a steady drop in the emission levels of EPA regulated metals. Part of this is the
result of these facilities not feeling the need to spike targeted metals to as high a level of input in order to assure a reasonable allowable input rate. The regulations were such that a facility
was limited to the demonstrated test input rate that resulted in an emission rate that was below the allowable emission rate. The facility had no reason or incentive to spike metals to higher
levels than needed to provide this demonstrated reasonable allowable input rate. (Note this is a facility specific value, it is selected on that facility’s need based on it’s raw
materials and desired hazardous waste fuel feed rate and the metals concentrations in it’s waste fuels supplier base.) These practices have created a situation where the “best”
have the lowest emissions but may not be the most efficient at emissions control. In addition, because of these lower metals feedrates, many stack tests result in non-detects and many more results are so low that the
quantifiable nature of the data must be considered uncertain. As has already occurred for Method 23 PCDD/PCDF testing, there appears to be the need for a clear indication of the quantitation limit and the reproducibility for
Method 29 data. Such a study needs to look beyond the issue of the laboratory detection limits and reproducibility. Without this study it is difficult to determine for certain if the data used in the HWC MACT database is
real or subject to a high degree of statistical variability. If some or all of the data being used to establish the floor is of an uncertain nature then it may be impossible to reliably reproduce the results and maintain
compliance, even for a facility that was part of the floor. The natural statistical variability in every thing from the stack sampling to the lab testing creates a situation where the EPA may be establishing permit limits
based on statistically random events rather than real, reproducible data. In effect the “best” may be the “best” simply because they did not wish to establish higher metals
input rates than other (more efficient) kilns (i.e. - that had higher metals retention efficiencies but higher metals input rates) and/or the statistical variability of the testing produced lower emissions rate.
As noted in the proposed regulation on FR 69 page 21223 the EPA now realizes that the best performing is not the facility with the least emissions but the one with the best metals retention efficiency.
However the same issue that applies to Method 29, as noted above, becomes much more complex when looking at SREs. Clearly there is a great deal of variability in the test methods and in
particular the digestion methods used to determine total metal inputs. Unlike with Method 29 EPA does not prescribe a particular digestion or test method. Only a small number of plants have done
thorough enough digestions and testing to verify SRE results through the use of successful mass balances of input and output trace metals. When one adds the uncertainty of the low level Method 29 results to the variability
in input testing data there appears to be cause for concern regarding the data used for determining the proposed HWC MACT limits as well demonstrating future compliance.
The Inherent Inappropriateness of the SRE/Heat Content Control Scheme
The SRE value is determined through analysis of the input and output of the metals. It is generally considered that each of these analyses is + 25% accurate. This alone creates a very wide swing in the control point as illustrated in the table below. These are actual SRE value ranges experienced by a cement kiln utilizing very rigorous input stream analytical methods and the standard EPA stack emission collection and analytical methods. Clearly, you can see that the control point swings tremendously even under these very well defined conditions.
Table 1
|
BTUs/lb |
SVM SRE |
Proposed SVM HWF Concentration Limit - PPM |
LVM SRE |
Proposed LVM HWF Concentration Limit - PPM |
|
|
10,000 |
Low* |
99.8094 |
2099 |
99.99116 |
1584 |
|
10,000 |
Mid** |
99.86717 |
3011 |
99.99368 |
2214 |
|
10,000 |
High*** |
99.90868 |
4380 |
99.99832 |
8325 |
** Mid – SRE calculated if the analysis was exactly accurate.
*** High – SRE calculated if the true values are at the high end of the + 25% accuracy range.
Now consider what changes the EPA could propose to the determination of the SRE value. Certainly a + 25% variation in the analysis could be the least that can be expected. To really appreciate the impact on the HWF concentration limit a brief examination of the SREs role in the limit is needed. Graph 1 shows the SRE value for LVM and SVM versus the EPA proposed concentration limit for a 10,000 BTU/lb heat content waste fuel.
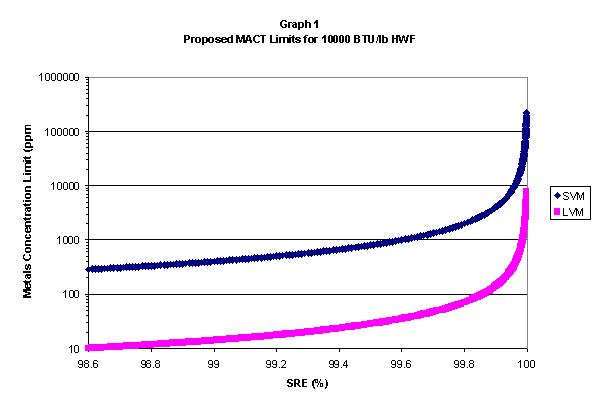
Clearly, as an SRE approaches 99.99+% the EPA proposed limit increases dramatically. If looked at differently, a very small change in SRE can reduce the allowed concentration by a factor of 10 as quickly. It is interesting that the EPA has chosen to focus on SRE after basically ignoring it for years. It is also interesting to read the following in the proposed rule: FR69 page 21225, “Our preference is to use system removal efficiencies that are based on compliance testing because sources typically spike the pollutant feeds during these compliance tests to known elevated levels, resulting in calculated system removal efficiencies that are more reliable.” Or the similarly worded footnote on FR69 21220 (footnote 41) which states in part “...typical operations may not be as accurate as data from compliance testing because of the sampling and analytical error associated with low feedrates...sources generally spike metals and chlorine during compliance testing, so that measurement error is somewhat masked by the higher feedrate values.” These statements can easily be interpreted that the EPA did not understand their own rules.
The way BIF and HWC had previously been written the cement kilns spiked to achieve a mass input of the metals as high as needed to set maximum allowable input rates that still demonstrated compliance with the emission standards. Consequently, establishing an accurate SRE had no part in the facility’s decision to spike the metals. Nor did the facility necessarily select the most accurate and costly analytical suite to determine SREs. Based on these quotes, one can easily conclude that future SRE determination should be based solely on spiked metal input to avoid those “sampling and analytical errors” that results in less accurate SREs. This is a considerable change from the intent of the initial HWC MACT when it was touted that spiking would not be needed. Under this new proposed HWC scenario massive spiking of metals to get a high SRE will become common practice, indeed required by the agency.
The Inappropriateness of the Use of Heat Content in the Proposed Regulation
SRE is an expression of the efficiency of the facility’s ability to control metals emissions and justifiably can play a role in the regulatory control of these emissions. What justifiable role then does the heat content play in this newly proposed control scheme and is this role appropriate? Clearly heat content was and is the major reason the cement kilns utilize hazardous wastes as fuel. However, many kilns have sought out alternate raw materials, frequently wastes that replace these raw materials. If these wastes are not hazardous they may be utilized without much oversight by the agency. These wastes may have trace metals of concern to the agency and it is for this reason that state permits frequently require the monitoring of these materials. The BIF regulation and the originally configured HWC regulation required the cement facilities to control the input of concerned metals from all feed sources, not just the waste fuels. So clearly the agency’s focus was on input of the metals, not just the source of the metals, that is, controlling only metals that entered with the waste.
It is well understood that the SVM metals cadmium and lead and the LVM metals arsenic, beryllium and chromium are present in the raw feed materials and coal or coke utilized as fossil fuel for the kiln. At no point did the EPA in BIF or the originally configured HWC consider the heat content of these materials when setting emission standards. If so, then the raw feed, which has virtually no heat content, could not be allowed to be fed to the kiln if it contained any SVM or LVM. This is a ridiculous extension of EPA’s proposed regulation but it does however illustrate the point that it is the SVM and LVM feedrates that result in SVM and LVM emissions not whether or not there is heat content in the feed stream and the EPA clearly understood this and the BIF and original HWC regulations reflected that. Based on past regulations the EPA has clearly not seen a connection between metal concentration in a feedstream and the heat content of a feedstream as a metals emission control mechanism.
Clearly heat content and metals content in any fuel, derived from a hazardous waste or not, can have characteristics that are independent of each other. Indeed, as noted before, the raw feed has no heat
content yet substantial metal content. For liquids and solids fuels Graph 2 is illustrative of the disconnect between metals input based on heat content and emissions for “high” versus
“low” BTU wastes.
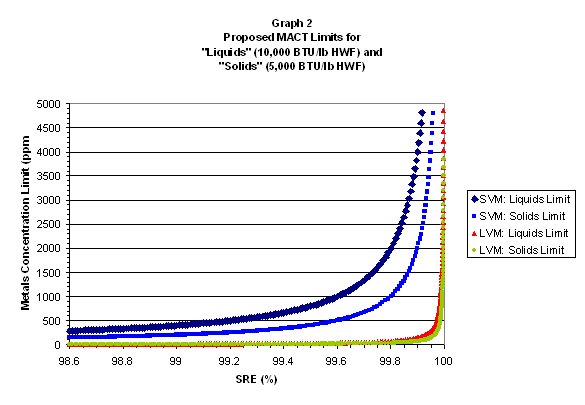
The EPA has stated that higher SREs are more protective of the environment (FR69 page 21223). Yet, this graphic clearly shows that a device combusting a high BTU waste may have a much lower SRE than one combusting a low BTU waste. As an example: two facilities each combusting 100 pounds per hour of a waste fuel containing 1000 ppm of SVM. One facility is burning a liquid waste containing 10,000 BTU per pound and one is combusting solid waste at 5,000 BTU per pound. Each is feeding the same SVM mass input per hour to the combustion device. The liquid burning device need only have a 99.6% SRE. The solids burning combustion device must have a 99.75+% SRE. This means that the device burning the liquids is allowed by the proposed regulation to pollute the atmosphere more than the device burning the solids.
Conclusions
There are three fundamental problems with the proposed HWC regulations:
- The SRE values used by the EPA as background documentation to support their proposal were generated by a wide variety of methods and procedures. Therefore there may be many values that are inaccurate.
- Since the EPA is now proposing to utilize SRE as a control point, the EPA must establish a well-defined method and procedure for this SRE determination. EPA’s selection and requirements may be, indeed for many facilities will be, much more rigorous than that previously used. Currently the EPA is asking the regulated industry to agree to a regulation for which EPA has not provided a defined method or procedure for determining its central control parameter, the SRE.
- As noted above, tying the SRE to a waste fuels heat content results in facilities with lower SREs being allowed to combust high BTU content wastes and consequently resulting in higher emission rates than devices combusting low heat content wastes. Clearly, this is an inappropriate emission control scheme. The regulation should not require a higher SRE factor for kilns combusting low heat content wastes simply because these wastes have low heat content.
Control of SVM/LVM Emissions in Cement Kilns
In the proposed regulation, FR69 page 21255, the EPA has proposed an emission factor tied to waste fuel heat content. Also on this page they describe a typical situation for a kiln that results in a calculated emission rate of <230 µg/dscm. GCI proposes a method of setting an SVM input limit that is not tied to the HWF heat content. The method GCI proposes still utilizes the SRE value. However, GCI qualifies this usage of the SRE to those SREs that have been determined utilizing a QA/QC program that includes performing a trace metals mass balance calculation demonstrating “closure” as discussed above. GCI’s proposed SVM input limit for cement kilns is as follows:
- A facility selects a minimum flue gas flow rate (expressed as dscm/hr and corrected to 7% oxygen) that the facility will maintain whenever it is combusting hazardous waste fuel. The EPA has utilized this requirement in the current HWC MACT regulation for utilizing an MTEC for mercury. This is designated as “FMIN”.
- This FMIN is multiplied by the 230 µg/dscm. This yields a mass per hour maximum allowable emission rate. This is designated “EMAX”.
- Utilizing he facility’s SRE (qualified as noted above) a maximum allowable SVM mass input is calculated, designated “IMAX”.
SVM EMAX / (1-SRE / 100) = SVM IMAX (mass / hr)
4. From this is subtracted the SVM from the raw materials and coal/coke/fossil fuel. The average annual feedrate of raw materials and coal/coke/fossil fuel is expressed in mass per operating hour. Each of these values is multiplied by the annual mean concentration of the SVM metals plus 2 standard deviations in each of the feed streams. The resultant is the maximum allowable SVM feedrate in mass/hr from all hazardous waste fuel feeds. This is the facility’s SVM feedrate limit.
5. At this point the facility operator can calculate a maximum allowable SVM concentration in the HWF in the following manner:
Maximum allowable SVM concentration in HWF =
(SVM feedrate limit in mass/hr / the HWF feedrate in mass/hr) x 1,000,000
1. The selection of the minimum flue gas flow rate ensures that the facility will always be above that flow rate when combusting HWF. At the same time the facility will select the F MIN to be a value that is significantly lower than the facility is expected to operate at to prevent frequent AWFCO’s. If frequent AWFCO’s do occur, the agency already has a mechanism for addressing this occurrence.
2.
By subtracting the metals from the raw materials and fossil fuel from the maximum allowable input, GCI’s proposed method equalizes cement kilns and other HWC devices. Also any use of
alternate raw materials or non-hazardous fuels that may contain SVM will be a part of the raw material fuels fed to the kiln and included in this subtraction. This addresses concerns the states may have
regarding emissions from these materials/fuels not being accounted for in EPA’s proposal.
3.
The utilization of the two standard deviations of SVM concentrations in raw materials and fossil fuel ensures that the natural variability of these inputs will be accounted for without the facility having to maintain a
continuous monitoring of total SVM input. It also provides a measure of protection for the environment. In addition, it encourages the facility to select raw materials and
fossil fuel that are consistent in its SVM metals concentration over time.
GCI’s proposal for LVM metals input limitation is identical except that the maximum allowable LVM emission rate is 22 µg/dscm
. This emission rate is that calculated in EPA HWC proposed regulation (FR 69 page 21257) for a typical kiln.
GCI suggests that EPA worth with ASTM to develop a methodology for SRE determinations.